
Chesapeake Area Metalworking Society
Foundry/Casting event held on 10 November 2001
Periodically Doug Ayen invites CAMS members out to his place in Berryville, VA for a Saturday of foundry casting, blacksmithing, or knifemaking activities. So it was that on 10 November 2001 several of us ended up a Doug's place with casting on our minds. Doug provides the equipment but you needed to bring patterns, cope and drag boxes, and a contribution to cover the cost of materials and fuel.
I arrived late and the first attempt at casting a bronze hammer head had already taken place. Kirk Demadaler had suffered the indignity of seeing the casting crumble as it was removed from the sand before it had cooled sufficiently. They were about to try a second pour when I arrived.
Doug lifts the crucible of bronze out of the furnace.

The lifting tongs were used to place the hot crucible on a piece of firebrick and then Doug grabs it with his pouring tongs.

Bronze is poured into the sand mold. The cope and drag were made of wood and were expected to last long enough for a few attempts, but not intended to be permanent. The sand was Petrobond.
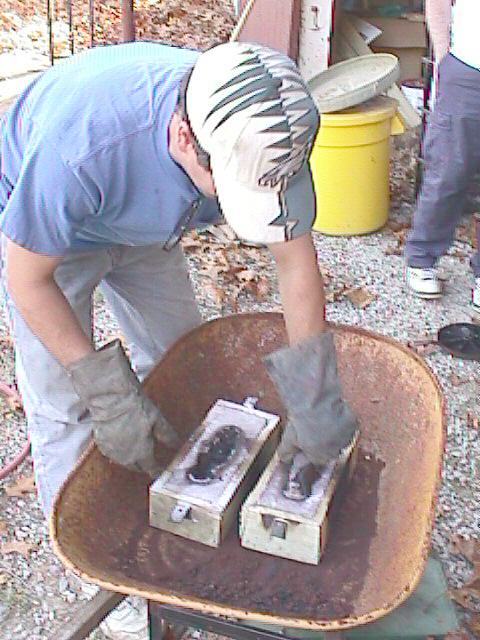
After the mold cooled, a little longer this time, Kirk opened the mold. Since it was a small mold it was opened in the wheel barrow, thus saving the trouble of scooping up the sand from the ground.

Kirk is happy, the hammer head is in one piece!

Kirk shows us the pattern, actually a real iron hammer head, on the left and the new bronze casting on the right. Later he would have a go at a grinding wheel and buffer which resulted in a rather nice finished hammer head.

Here is a view of the furnace setup. The round furnace on the right is a typical Johnson brand furnace like those used in many schools in the past. The top hole in Doug's was a bit worn so he used a slab of firebrick to restrict the opening, thus preventing too much heat from being lost.
The square box is the control unit that has the secondary regulator, mixing jet, and shutoff valve. It also once had a blower and a spark igniter, but these were inoperable. A shop vac provided the blower function and the furnace was lit by hand with burning paper. The blue tub holds the propane fuel tank. The water in the tank helps keep the tank from freezing as the gas expands.
Other items in use but not visible include crucibles, tongs, skimmers, and various rods for putting material into the furnace, stirring the mix, and poking at the contents of the crucible. Broken glass was the primary ingredient in the flux. Commercial products from Budget Casting Supply were also used as flux and as de-gassing agents.

As we prepare to tackle Dave's faceplate there is a discussion about whether there is enough fuel and enough room in the crucible to hold a sufficiently large charge of bronze. Left to right are: Doug's friend ????, Ngoc Huynh (Dave's friend), Dave Bluett, and Doug Ayen. After a bit of discussion, it was decided to give it a try.

Ngoc and Dave ram the mold for his faceplate casting.

The finished mold is placed outside on the gravel ready to be poured. The black object behind it is a muffin tin used to hold the excess bronze should there be any left in the crucible after the pour is complete. The crucible must be emptied at the end of each pour to prevent cracking.

Meanwhile the crucible in the furnace is getting another charge of bronze stock. It took three charges to get the crucible full enough that Doug thought it would fill the mold.

After everything was melted the slag was skimmed off the top of the melt.

Almost ready now... Doug plunges the de-gassing agent into the melt. There was quite a reaction!

After de-gassing, Doug lifts the full crucible out of the furnace.

Doug wears heat resistant gloves so he can get a tight grip near the heavy crucible..

Starting the pour into the faceplate mold.
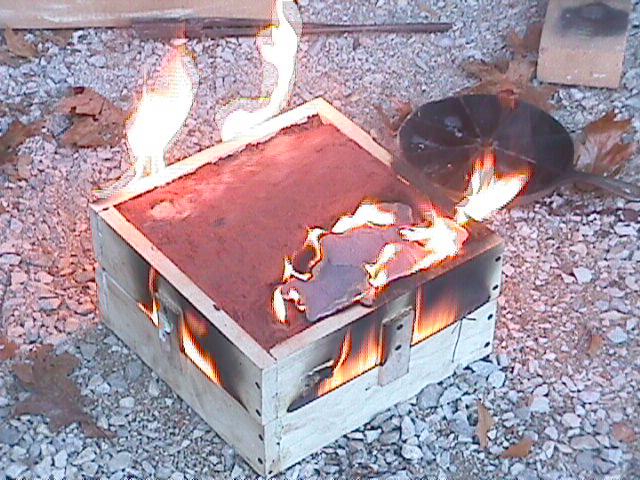
The pour is complete and there was enough bronze after all. Flames are normal as the hot bronze vaporizes and ignites the oil in the Petrobond.
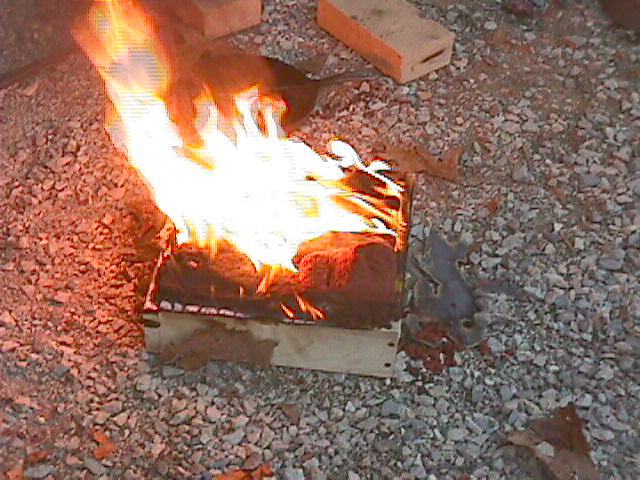
Well it may be normal to have flames, but really!!

Side view reveals that we should have weighted the mold. The pressure of the heavy bronze has caused the mold to partially separate. Oops!

After what seemed an eternity, the mold is opened revealing that the mold has seemingly filled completely and there are no visible voids.

The faceplate casting is pulled from the mold. Gee, maybe it is still hot!

It worked! It worked!

Dave examines his prize.

The back side shows no voids! So what if there is a bit of flash at the parting line, it's Miller time!

Dave shows off the partially finished backplate at the next CAMS meeting.
| Home | Mailing List | Meetings | Meeting History | Events | Event History | Tuckahoe | Resources | Links |